案例:
受某公司委托,仲裁两家检测公司对同一批吊杆对接焊缝超声检测结果大相径庭的过程经过。
技术条款:ASME V和I,方法ASME V DAC法,评定ASME I,小于参考线的,并大于20%参考线的回波需进行性质分析,不得有未熔合、未焊透和裂纹。高于20%DAC的测长,在20毫米到60毫米之间,允许长度为t/3。
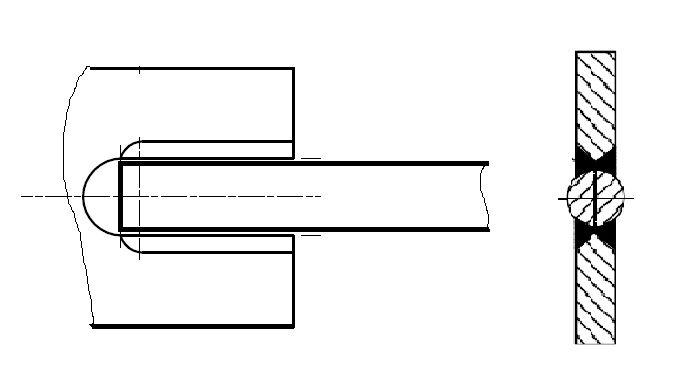
工件尺寸介绍:板厚20~40毫米,圆棒直径60~80毫米,坡口对接焊缝。
1、工厂检测:结论:合格
扫查面:单侧单面焊缝附近母材表面;探头:2.5P 13×13, 前沿:14毫米
工厂超声人员认为没有任何回波,超声结果应为合格。分析:前沿太长,一次波超声无法扫查到焊缝的根部。由于板的宽度有限,工厂未进行二次波的扫查,或其它的补救措施。
2、第3方检测:结论:不合格(报告中未见任何显示的记录和评定不合格的理由)
扫查面:同工厂;探头:2.5P 8×9,前沿:9毫米。分析:仅使用单个斜探头单侧单面进行扫查,直接给出不合格结论,而且没有相应的显示记录,缺乏充足的证据。
3、现场验证结果:结论:严重未焊透,不合格
检测过程:
首先:2.5P 8×9 前沿:9毫米 单侧双面进行扫查,发现根部回波。回波当量在参考线附近,部分低于参考线,甚至参考线-8分贝,有长度,典型显示具有双峰特征。
为了确定显示的性质,从板侧面使用直探头(2.5P 直径20毫米)扫查焊缝的根部区域,回波当量超过参考线高度8分贝,几乎为整个焊缝长度。
定性: 面状缺陷未焊透(同一缺陷两个角度回波高相差较大)
解剖验证:典型未清根型未焊透