本帖最后由 luolang1314 于 2013-8-13 20:07 编辑
8月10日(周六),我公司检测人员在换热器管板复合板入厂超声检测中向我反馈发现异常波形,是否缺陷无法判定一事。随检测人员到现场查看实物和实际检测波形,发现在做复合板贴合率检测时,复合板基板当中(根据声程判定)有一较高回波,如下图: 该管板材质为TA2/S31603 III,规格为δ=10+120 mm(实测厚度131mm)。如下图
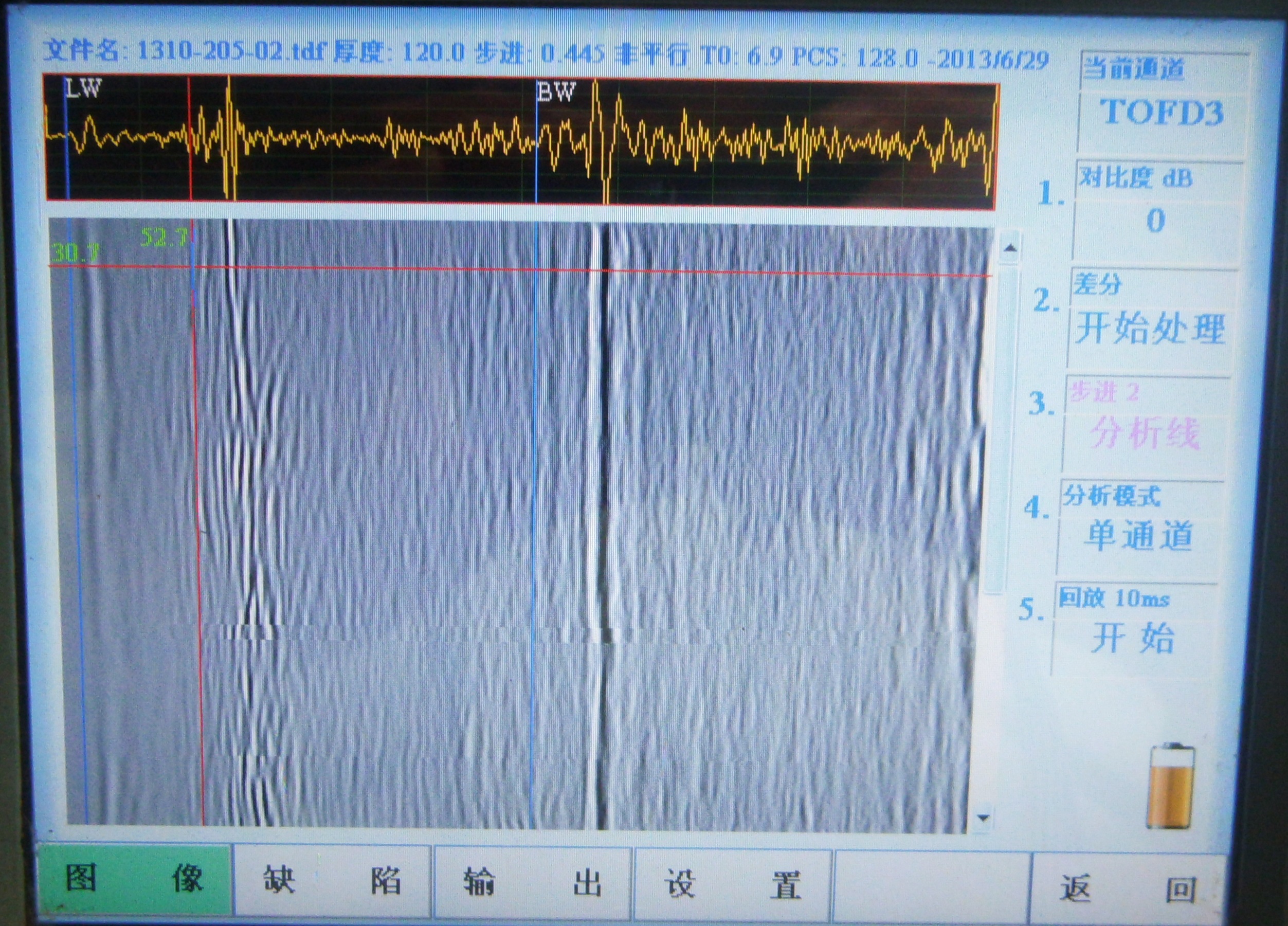
由于在复合板贴合率检测时发现该异常波形,后采用2.5P 20直探头、 CS(碳钢)锻件试块调节灵敏度,从覆材侧估算缺陷当量为Φ1.5mm,但是此种方法估测缺陷当量并不可靠,原因试块材质与S31603 III锻件声学性能相差较大。与复合板供方联系,其回复基板在做超声检测时,就发现部分区域波形异常,但并不超标。复合板供方检测人员到我厂复验,采用1.25P20直探头、大平底法调节灵敏度(定量线为Φ6)得到两处回波较高缺陷,波高略超Φ2评定线,略为满屏30%,深度为68.9(对应声速为5931),缺陷当量直径为Φf=2.5mm,当量为 Φ6-10dB;缺陷面积约为Φ20mm(一个探头面积),经过供方检测人员集体讨论,该处缺陷并不超标,可能为奥氏体不锈钢锻件偏析。 采用HS800仪器,搭载1.25P20直探头,利用大平底确定扫查灵敏度进行重新检测定位,发现缺陷当量直径最大约为Φ3.5mm,不能完全排除为裂纹类缺陷,建议材料检验人员记录缺陷位置,尽量使得管板在钻孔时能将缺陷钻除。(猜测缺陷原因:1,因热处理不当,奥氏体不锈钢半板厚成分偏析导致缺陷回波;2,材料冶金缺陷或锻造比不合适引起相关缺陷,心部疏松或带状夹杂物;3,氢脆引起的微裂纹) 由于分别采用2.5P20、1.25P20该较高回波波形基本无变化,且分别从覆材侧、基材侧进行检测缺陷波深度符合定位要求,基本排除粗晶引起林状回波的可能。查看数字机重复频率为100Hz,更改重复频率缺陷回波无变化,排除幻象波的可能。 为了进一步了解该缺陷的信息对该范围采用TOFD检测,TOFD检测图谱如下图: TOFD图谱显示深度60-70mm,基材内有一条状缺陷,与晶粒噪声明显不同。(按基材120mm厚度及缺陷深度60mm确定pcs=140mm,2.25MHz Φ12探头对;检测区域为图示打磨区域) 对其它区域进行TOFD检测,得到的图谱和缺陷区域非常近似。故整个基板在该深度区域存在类似缺陷分布情况。 缺陷区域UT反射回波较高,容易引起检测人员注意;对完好区域,提高灵敏度,仍然发现基材60-70mm附近有反射回波,回波并不高,不到满屏30%。 检测结论:综合上述检测方法分析,该缺陷不超标,超声检测结果合格;但为了进一步了解缺陷成因,积累奥氏体不锈钢锻件判定经验,希望复合板供方在有余料的情况下对基板余料深度在60-70mm区域进行宏观金相分析;将不超标的缺陷在管板上标示出,尽量将开孔位置安排在缺陷区域,同时钻至目标深度(覆材下70mm左右),采用目视或PT检测,观察是否为裂纹类缺陷。 奥氏体不锈钢锻件检测属于检测的难点问题,希望引起广大坛友注意!本文希望起到抛砖引玉的作用,能得到专家的指导和建议! 下面针对本次检测提出如下问题,希望大家讨论。有些问题可能能有明确的答案,有些问题可能没有明确答案。希望有心的坛友发表自己的看法!
问题1 请根据该复合板基材情况及4730选择探头、检测灵敏度、试块等检测工艺;若没有试块,能否用大平底确定检测灵敏度?如何设置检测灵敏度?
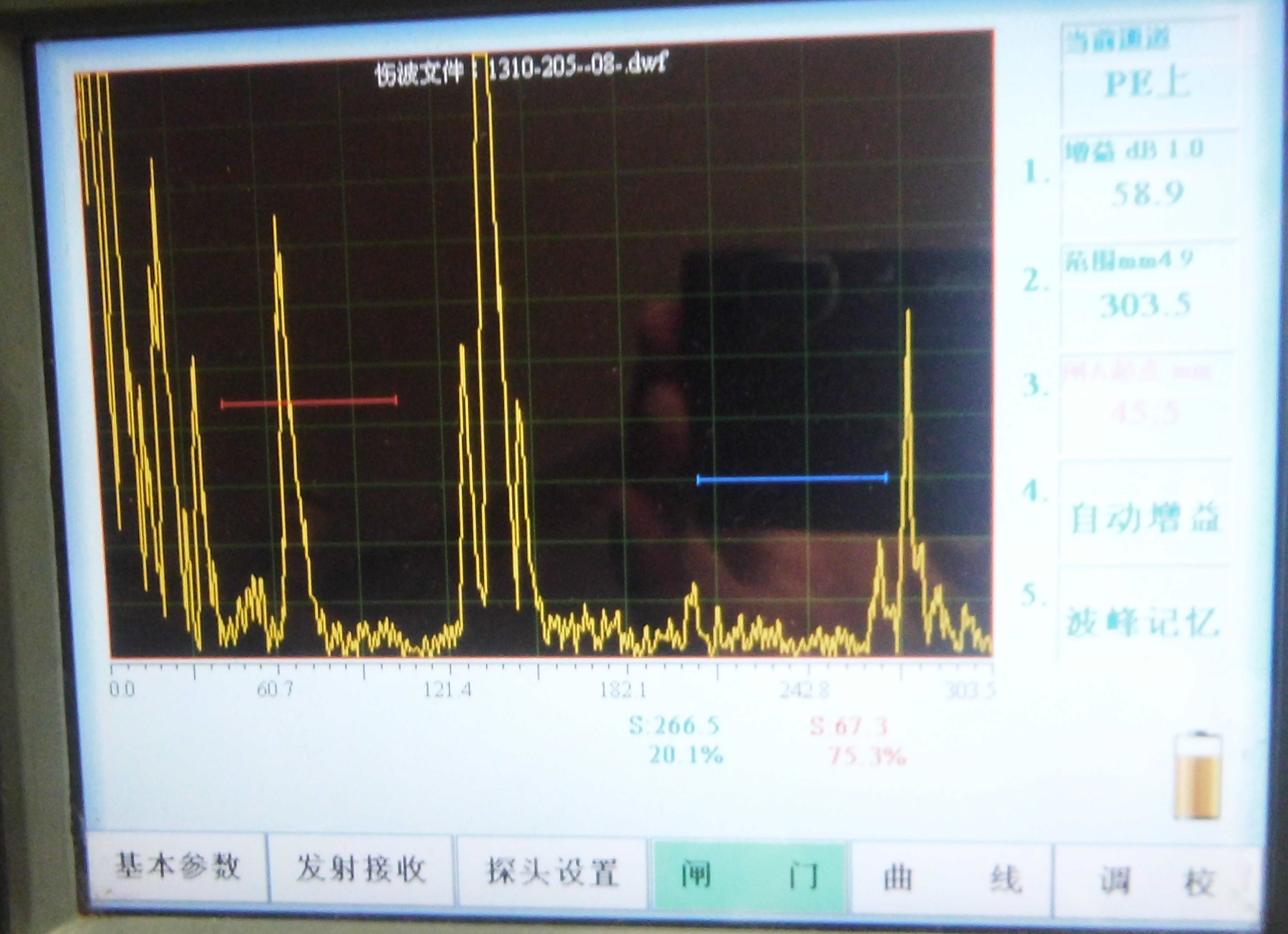
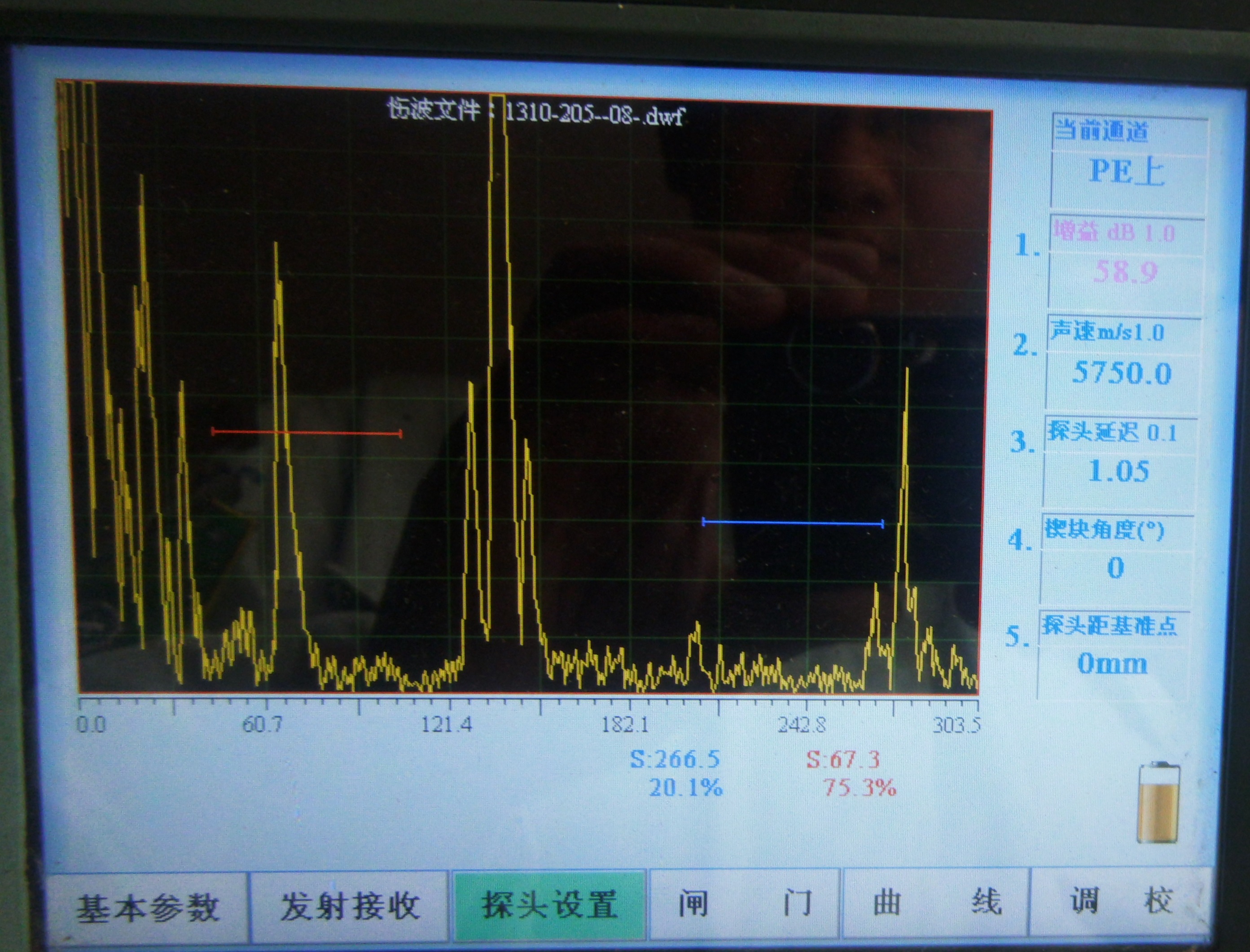
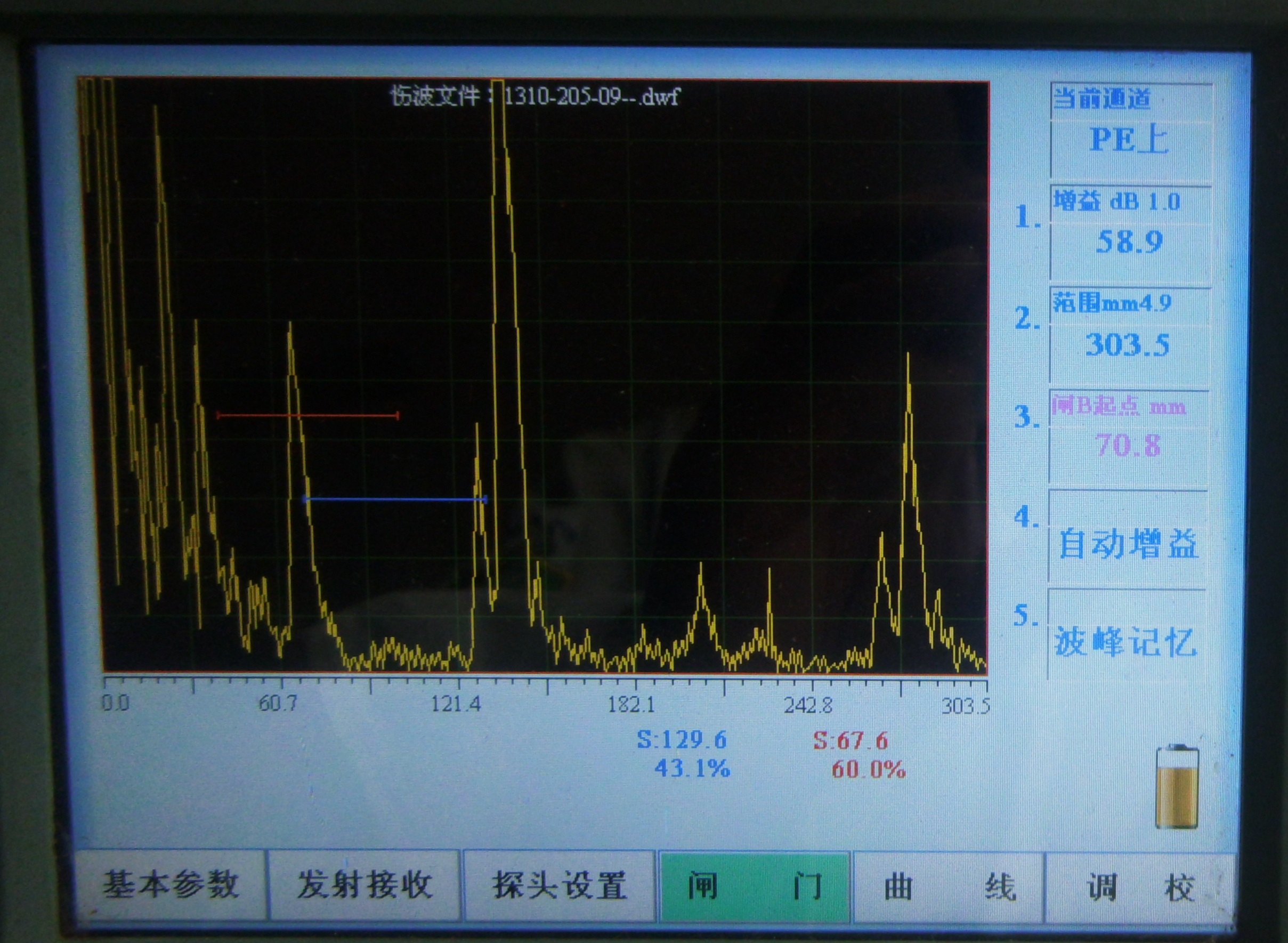
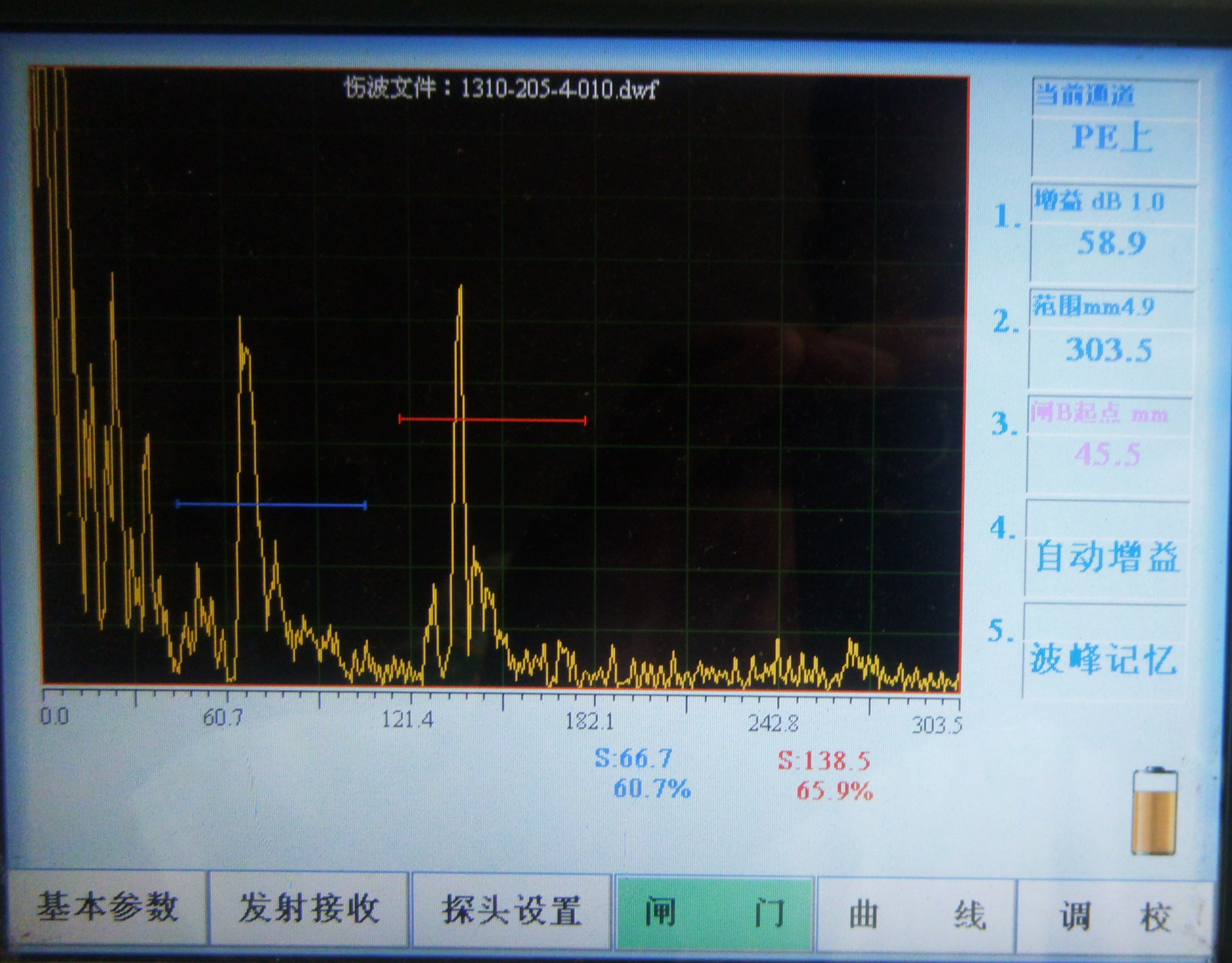
问题2,采用大平底调节灵敏度的方法获得的波形如下图(一次底波调节至80%,数字机增益为39.2dB)按Φ6当量验收,需增加多少dB作为扫查灵敏度?出现图示波形,不考虑衰减的情况下,其缺陷当量分别是多少?(注:1#缺陷波形见图1,缺陷显示深度67.3mm,波高75.3%;2#缺陷波形见图2,缺陷显示深度67.6mm,波高为60%;3#缺陷波形见图3,缺陷显示深度为66.7mm,波高为60.7%。声速5750,探头延迟1.05us 可能不准,故显示深度仅供参考) 图1 图2 图3
问题3,上述图形中哪一个缺陷波形相对难以接受一些?依据是什么?上述检测波形及检测参数有哪些不合理的地方?需要怎么改进?奥氏体不锈钢锻件检测当中,在标准引用及实际操作方面,你认为存在哪些困难?哪些方面不易控制?哪些方面可能引起争议呢? | 
 [复制链接]
[复制链接]

 今天摇一摇出来47个金币
今天摇一摇出来47个金币








 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡
