题的提出:
前一段时间,我公司管板堆焊后在外协机加的过程当中发现堆焊层存在缺陷,然后外协厂做了超声检测,认为该管板外圆存在45mm堆焊层内缺陷,向我公司反馈,并请超声复验。然后我公司安排责任人员过去超声复验。堆焊层超声检测一般企业涉及较少,我公司也不例外。对于检测过程当中出现的波形,外协厂家和我公司责任人员均发回缺陷波形供分析。他们发回的缺陷波形,比较奇怪。
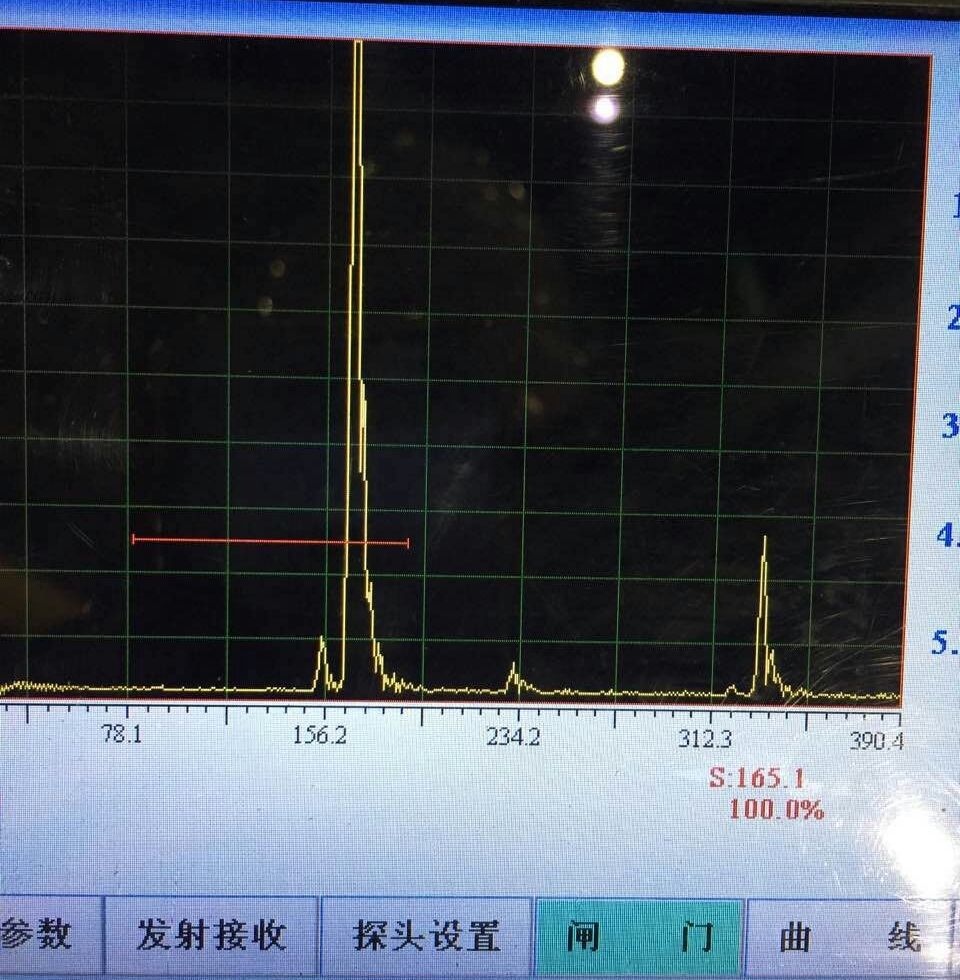
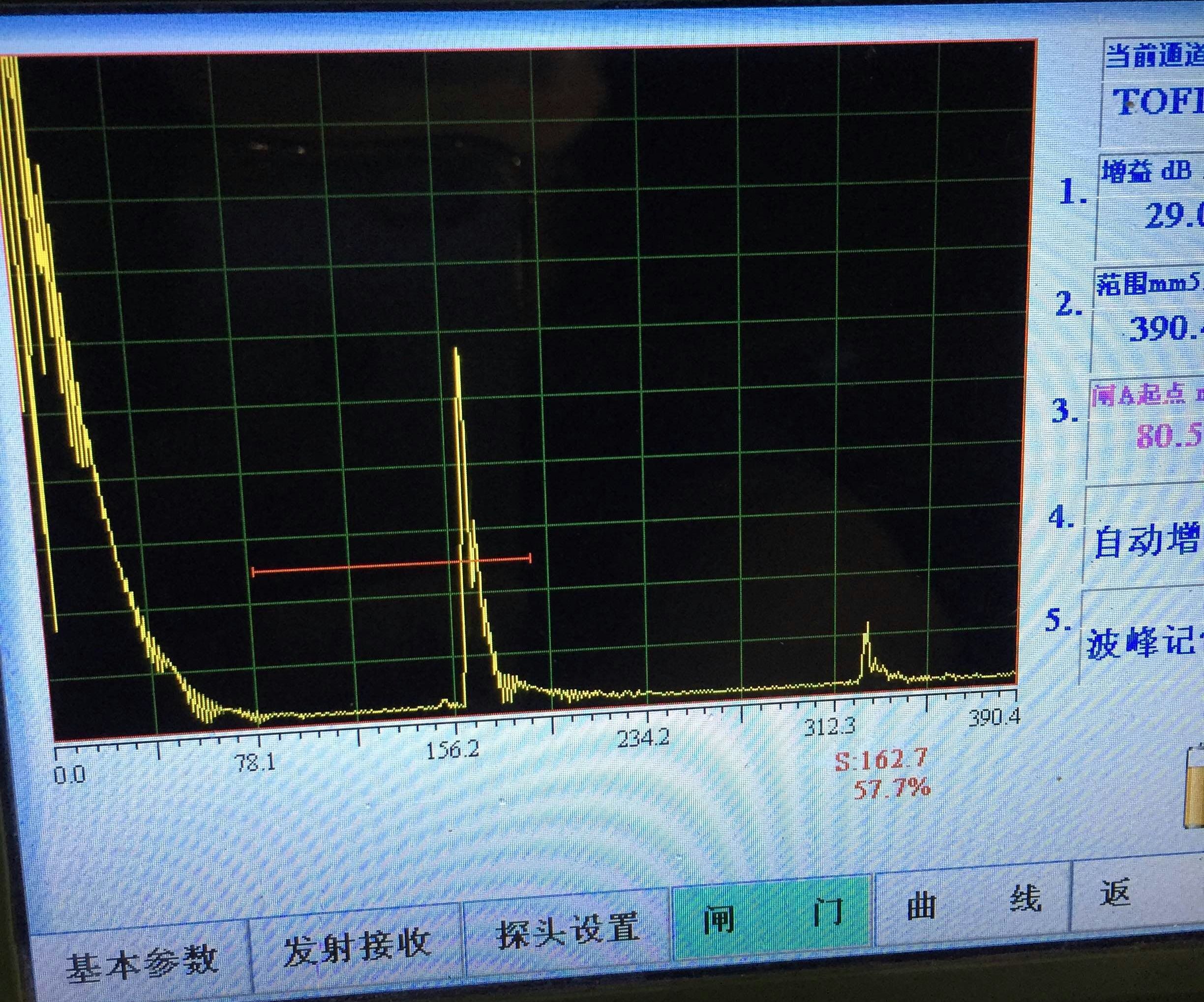
厂家和责任人员均是从对焊层侧进行超声检测,采用2.5M 直径20mm单晶直探头。汕超的检测仪器。检测表面机加表面。缺陷波出现在二次底波前一点点位置。始波和一次底波之间没有缺陷信号。当时,我看到波形,第一反应是波形转换波,但是位置不对。衍射小波,S+L转换博,S+S转换波均在固定位置缺陷。
后我公司也有类似管板需要采用超声检测。这一次是从基材侧检测。
检测表面经过机加工。然后,利用NB/T 47013.3-2015 堆焊层T3类试块,进行验证,终于搞清了缺陷波形大致的原因。同时证明了该方法的可靠。
不过堆焊层侧超声标准推荐双晶纵波直探头进行检测。双晶纵波直探头,会使用的人也不是很多。而且探头采购的很少。我们会使用双晶纵波直探头,但是一般不用。这次采购T3堆焊层基材侧检测试块,也就是不想用纵波双晶直探头。操作人员对双晶直探头调试和使用都不太熟悉。
同时,标准当中对于对焊层检测,分别有对焊层内部质量检测和未熔合检测内容。并且还有纵波双晶斜探头检测内容。个人比较怀疑纵波双晶斜探头焦点能否满足检测要求。因为,T2类试块需要聚焦到对焊层内。而对焊层一般3-10mm左右。纵波双晶直探头同样存在这样的问题。
另外,标准对于未熔合判定也没有相关规定。只能参照复合板未熔合的规定。扫查灵敏度在基准灵敏度上增加6dB,好像比较低。如果严格按照标准要求,可能发现不了一些超标缺陷。我的建议,扫查灵敏度至少增加6dB ,同时噪声允许的情况下,还可以适当提高灵敏度。
单晶直探头从堆焊层侧检测,标准似乎不推荐。也没有相应的评定依据。故在实际检测当中,以基材侧检测为准。
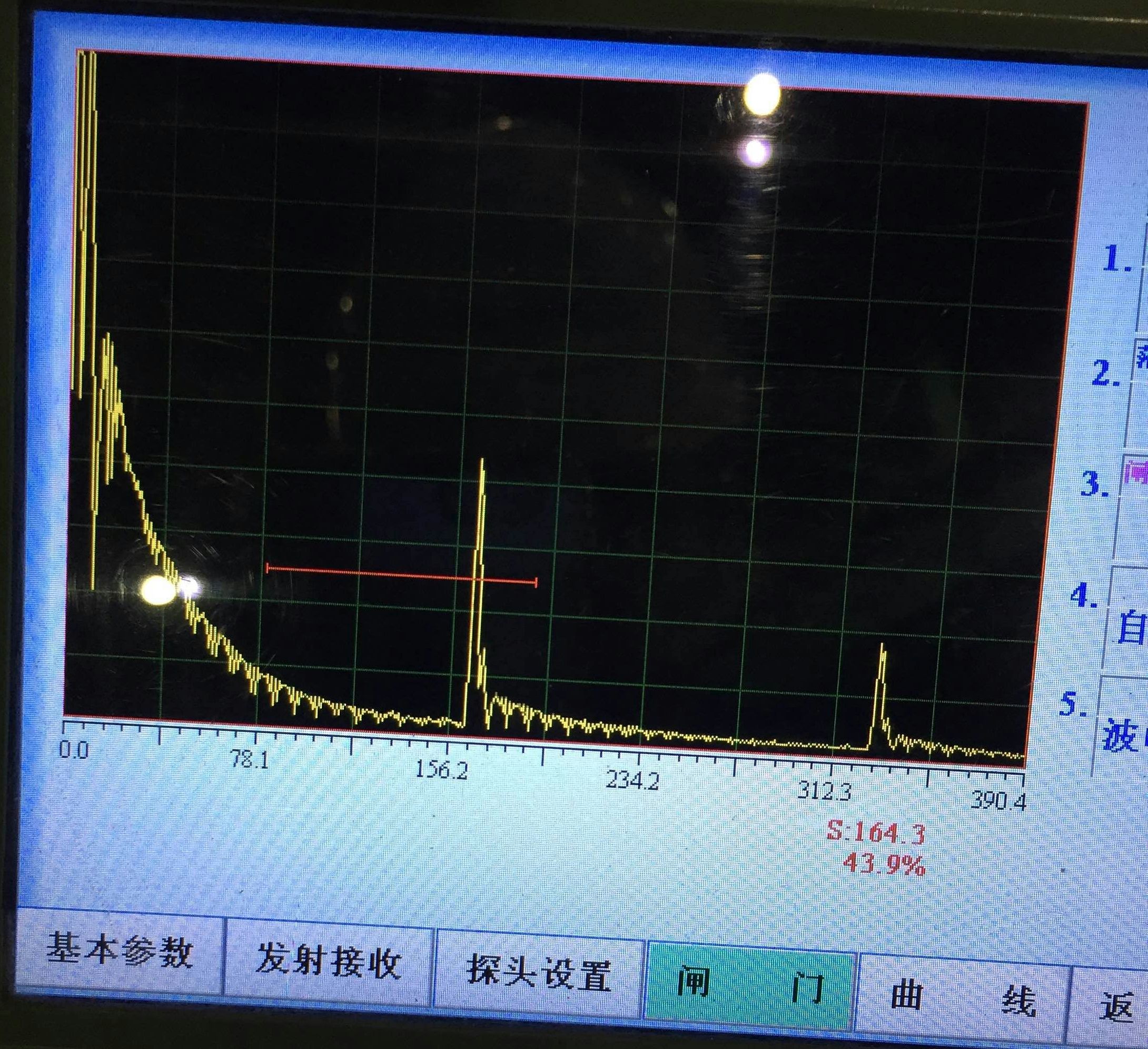
我们的操作人员在从基材侧检测,发现几处疑似位置,无分层缺陷波,但是底波降低明显。
还有就是底波降低,出现整个检测波形发现畸变。