热度 26 |
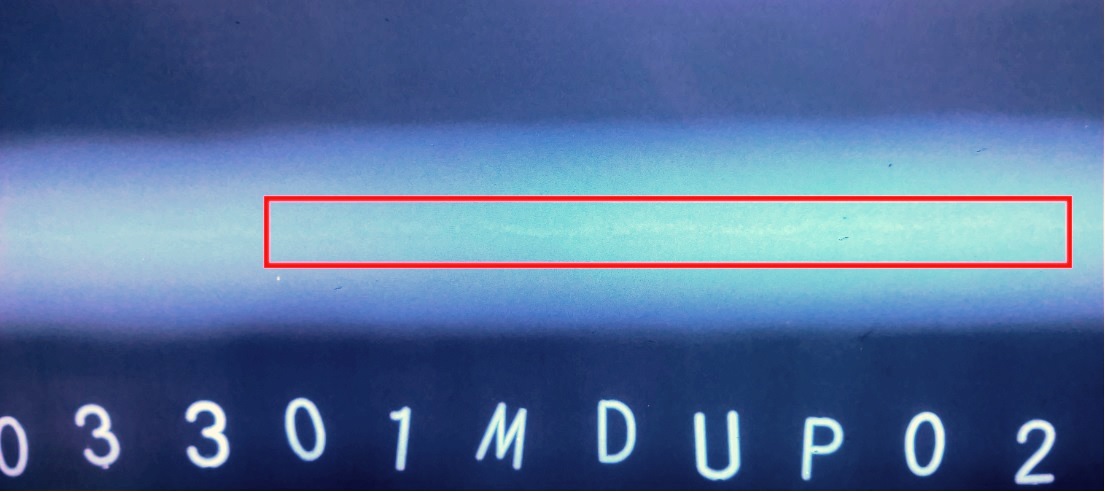
wjjxuey在远东网上发了几张底片,询问底片上的白条是否由于衍射而引起?对此大家发表了不同意见,现记录如下:
橙子说:
衍射斑纹一般由于晶粒粗大,其尺寸与X射波长相当时易产生。在某个部位透过X射线加强了,也在某个部位减弱了。增强的部位在底片上为黑色影像,减弱的地方就为白色影像。出现黑色衍射条纹或白色条纹与整条焊缝晶粒分布有关。
我说:
我的看法,不是衍射!
阿黄说:
我以前見過的洐射是黑影啊!(怎麼是白色呢?)
彎彎曲曲一條不清晰的黑線在焊縫中心位置。
WJJXUEY说:
请教强总,焊缝上表面未见异常。自动焊。不锈钢双相钢,请问一般是什么原因造成的?谢谢!
WJJXUEY又说:
对的,我理解错了。衍射会造成某些方向上的射线增强,应该是黑线。多谢强总及阿黄指正,对于造成的误导抱歉了!
我说:
请告知:不锈钢工件的牌号和化学成分?所用焊条牌号和化学成分?有打底焊吗?如果有打底,所用焊丝的牌号和化学成分?
我又说:
我认为应该是合金元素分布不均匀造成的。白色影像应该是镍元素富集造成。从白条形状看:很像高镍成分焊丝打底,镍元素在焊缝根部富集,最终形成白条影像。
WJJXUEY没有回答我的提问。
但是WJJXUEY好像把帖子标题改了,现在的标题是“发几张不锈钢X-射线的底片照片(不是衍射,错误引导,抱歉)”
学无止境: 由于冷凝结晶的过程,导致可能出现镍在焊缝中心部位富集,但好像是以化合物如硫化镍、磷化镍形式存在,硫化镍、磷化镍的密度大概是6.5左右,按理应该是黑线而不 ...
liuhonghui: 焊接探伤的对象虽然是焊缝,更准确的说是针对焊工的,不针对焊接工艺。NDE执业资格考试国务院会取消吗?如果取消,是否有更好的办法来监督焊工?如果由焊接责 ..




