hanglg 发表于 2013-5-22 21:45
用的是多浦乐探头!
hanglg 发表于 2013-5-22 21:45
用的是多浦乐探头!
qianjunchi 发表于 2013-5-23 09:36
我看可能是探头在钢中的声速和在铅中的声速不一样导致的吧!再说二者材料也不一样。希望你不要被绕进去! ...
刘恩凯 发表于 2013-5-23 11:05
你测得的声速大概为多少(在铝中)
Ansan 发表于 2013-5-23 11:35
我的想法是: 你在没有测声速的调节下 ,去测量前沿长度,势必会出现你这样的问题!!!
你可以尝试一下 ...
luolang1314 发表于 2013-5-23 13:00
和声速有关,但不是未测定声速带来的误差。
斜探头在不同金属材料当中的声速不一样,导致K值不一样,K值与 ...
luolang1314 发表于 2013-5-23 20:28
这个问题要整明白绝对不是一件容易的事情的。没必要让大家头昏脑胀的吧?
越基础的问题,越是 ...
luolang1314 发表于 2013-5-23 20:28
这个问题要整明白绝对不是一件容易的事情的。没必要让大家头昏脑胀的吧?
越基础的问题,越是 ...
梁金昆 发表于 2013-5-24 10:31
楼主提出了令我吃惊的问题!这说明:我们在基础理论的研究上,还有缺欠,还有漏洞!要做试验,排除偶然性后 ...
nde7225030 发表于 2013-5-26 08:10
所用探头K值是多少,是否恰好临界角的极限,造成试块中不是纯横波。
那一刻 发表于 2013-5-26 17:32
鄙人窃以为软件的编制应该基于理论,服务于理论,所以对楼主用来解释前沿偏差现象的“声束模拟软件”不敢苟 ...
糟老头子 发表于 2013-5-26 23:32
阁下有何高见?愿闻其详。
那一刻 发表于 2013-5-27 10:36
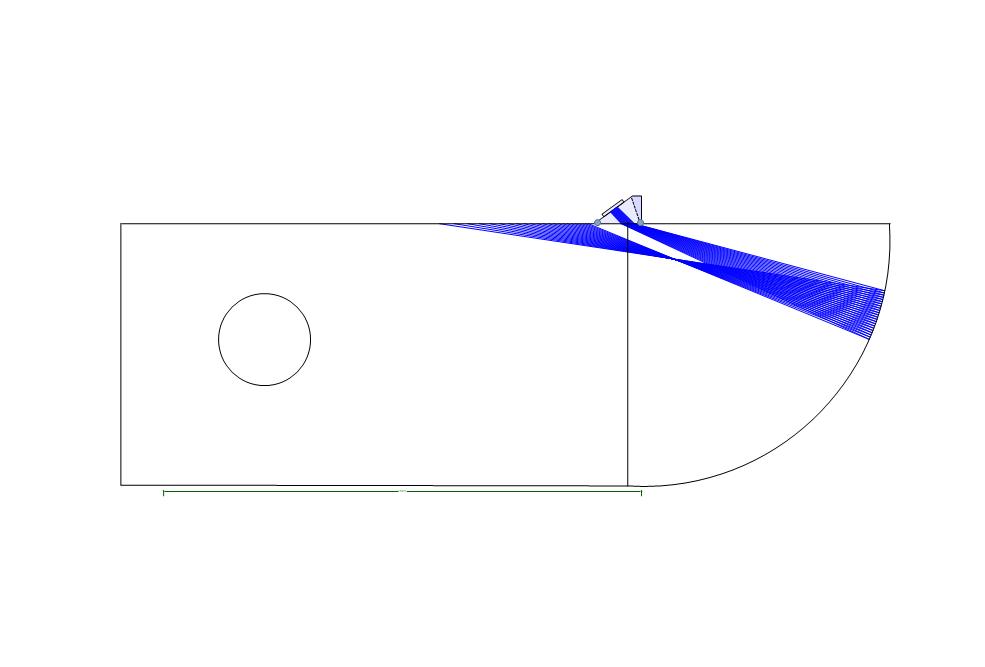
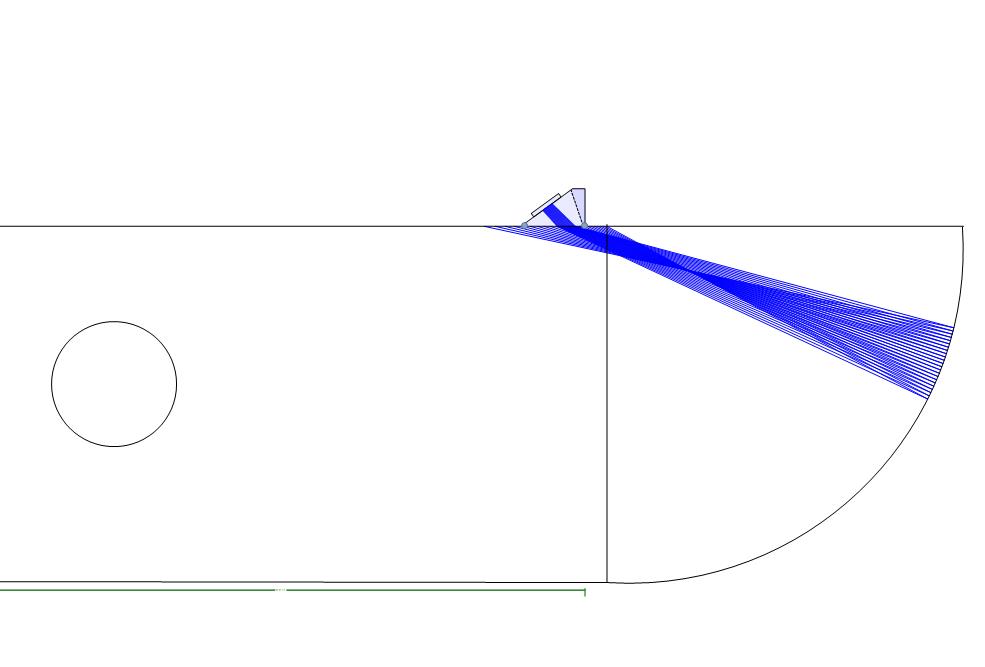
你的这两张图不符合几何规则,所以我认为你的“声束模拟软件”有问题。 ...
wrahut 发表于 2013-5-27 14:18
楼主用的什么软件模拟的?
糟老头子 发表于 2013-5-27 11:31
这个图是我自己画的,我想只要画的半圆足够圆就没问题了。因为声束是在半圆处产生的反射 ...
| 角度/材料 | 钢(前沿mm) | 铝(前沿mm) |
| 45度 | 13.5 | 13.5 |
| 60度 | 14.5 | 19.5 |
| 70度 | 14.5 | 22.5 |
那一刻 发表于 2013-5-27 17:05
我是说你的声束反射角度画地有问题。
我观已点不成熟,已删除,抱歉!
那一刻 发表于 2013-5-27 18:20
那么说真的有鬼了
能不能找一个略小于45度的探头再测一下呢?
...
我观已点不成熟,已删除,抱歉!
那一刻 发表于 2013-5-28 09:10
因为从你的实验数据中我感觉45度入射角貌似这一怪现象的临界点,想知道过了临界点“误差数据”会不会变成 ...
王绪军 发表于 2013-5-28 09:25
这个试验很有意义,用GE的探头试试。如果没有,向其他朋友借一下,论坛哪位朋友有,贡献一下。 ...
我观已点不成熟,已删除,抱歉!
刘恩凯 发表于 2013-5-29 10:34
包括,为什么45度探头做DAC曲线时出现突变的现象以及所发英文论文关于探头入射点受频率、被检物体材料的变 ...
糟老头子 发表于 2013-5-29 13:42
45度斜探头做DAC有“突变”?这是您做的实验结果吗?还是在这个超声波DAC曲线帖子中看到的?这个帖子楼主 ...
Ansan 发表于 2013-5-29 14:57
这个问题解决了吗??
刘恩凯 发表于 2013-5-29 15:17
你自己用K1探头,可以做曲线试试。还是因为声压分布导致的。具体深度原因不清。
...
糟老头子 发表于 2013-5-30 00:22
你之前用45度探头在铝试块做过dac曲线,并出现过你说的情况?我认为不可能。你要是肯定的话我就做实验试 ...
刘恩凯 发表于 2013-5-30 08:36
在铝中我还不知道,但是在碳钢中是这样情况。但是由于声场分布的原因,在铝中应该也会出现突变。
...
贺树春 发表于 2013-5-30 08:56
我没有做实验我没有资格说评论。
我认为你们都在讨论前沿的问题,探头在铝中的实际K值或者角度你们测量了吗 ...
糟老头子 发表于 2013-5-31 14:52
我不怀疑在钢中会出现“突变”的情况,但请注意“突变”只是存在于近场区 ...
刘恩凯 发表于 2013-5-31 14:54
对 就是近场区内
糟老头子 发表于 2013-5-31 14:57
那个帖子中楼主出现的情况是“远大于近场区声波波幅发生突变”,所以我认为要么是他没找到最高波,要么试 ...
luolang1314 发表于 2013-5-23 20:28
这个问题要整明白绝对不是一件容易的事情的。没必要让大家头昏脑胀的吧?
越基础的问题,越是 ...
jkyn 发表于 2013-7-15 13:46
会不会有接收到分离出的纵波而影响波高的可能,具体纵波会不会分离出现的情况我也没计算过,只是突然想到 ...
jkyn 发表于 2013-9-10 11:13
我存在资料分享里了,这个应该能解释这个问题了
jkyn 发表于 2013-9-10 11:13
我存在资料分享里了,这个应该能解释这个问题了
糟老头子 发表于 2014-8-28 00:42
不好意思没注意就太监了。
在铝试块上测试不出正确的入射点(使用大折射角度和小尺寸探头时入射点甚至可能 ...
亚青 发表于 2014-10-13 12:56
认真看看教材中的横波发射声场,由于材质不同,声速也不同,导致折射角不同,假想的横波波源也不相同,进而 ...
假面 发表于 2014-10-11 16:28
收藏了 好文章 具体结论,没太理解 74#楼的论文看过 对观点比较认可
将军我是 发表于 2014-10-11 10:48
这个归根结底就是材料不一样,有些仪器有专门的不同材料的检测,换一种材料测试一下前沿和K值或许就跟探 ...
糟老头子 发表于 2014-10-13 14:15
我刚开始也认同74楼的论文,但细看后会发现问题,你再看看?
糟老头子 发表于 2014-10-14 23:17
在均匀介质中我们会得到正确的入射点,但在非均匀介质中,会得到错误的前沿,就像我本帖的实验一样 ...
缺欠 发表于 2014-10-15 07:16
建议你用纵波斜探头做下测量,你会改变看法的(45,60,70).如果你了解格雷码,学习过压电学,读过声学字典与光 ...
缺欠 发表于 2014-10-15 07:16
建议你用纵波斜探头做下测量,你会改变看法的(45,60,70).如果你了解格雷码,学习过压电学,读过声学字典与光 ...
糟老头子 发表于 2014-10-15 10:19
让我用手沾油拍打圆弧面确定声束的走向吗?好主意,我回头试试。
糟老头子 发表于 2014-10-15 09:42
你说的我基本不了解,抱歉。你试验的结果怎样,没有出现前沿变化很大或入射点不在探头上的问题吗?我还真 ...
缺欠 发表于 2014-10-15 20:20
朋友你好!我想说铝试块前沿没变. 那几本书看了,你会改变结果的.(对了,用纵波斜探头测试结果,铝与钢前沿相 ...
糟老头子 发表于 2014-10-16 01:07
要去验证我的结论,需要高倍显微镜去观察试块的精粒走向,但我没有这样的条件。不知道上海有高倍显微镜的同 ...
缺欠 发表于 2014-10-16 07:16
电子扫描我单位有,如何操作,你描述一下,我试试.核电都是外文翻译资料,(我是想证明一下,超声波横波是不适 ...
糟老头子 发表于 2014-10-16 09:03
我可以把试块寄给你,你可以打磨,酸洗端面(我不知道需要什么程序),你在高倍显微镜下观察并拍照,如果 ...
缺欠 发表于 2014-10-16 20:12
不锈钢试块没有.我只是想告诉你前沿在任何试块上都不会变.
糟老头子 发表于 2014-10-13 14:31
你要说明什么?
将军我是 发表于 2014-10-24 09:42
超声波在不同材料中的声速不一样,首先要校对仪器和声速才行!
| 欢迎光临 远东无损检测资讯网 (https://www.fendti.cn/) | Powered by Discuz! X3.5 |

