远东无损检测资讯网
标题:
射线检测真的不能定深吗?
[打印本页]
作者:
luolang1314
时间:
2012-11-8 21:02
标题:
射线检测真的不能定深吗?
本帖最后由 luolang1314 于 2012-11-8 21:25 编辑
1、问题的提出
因工作需要对N08810进行无损检测,之前用TOFD对焊接试验试板及工艺评定试板进行了检测,基本未发现超标缺陷。本次针对44mm厚,N08810焊缝进行了射线拍片检测,共拍17张底片,发现5张有裂纹。其中产品试板拍了一张,同样发现裂纹。
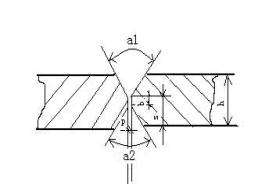
焊缝坡口形式如上图,a1=a2=50°,板厚h=44,h1=16。
焊缝坡口形式如上图,a1=a2=50°,板厚h=44,h1=16。
由于N08810属于奥氏体不锈钢,晶粒较为粗大,所以普通横波斜探头超声检测不适用。分别采用国产中科创新HS800和进口以色列Isonic 2007 TOFD检测
设备
对发现裂纹处进行检测,什么也没有发现。HS800采用了5M fai6 63°探头对以及3.5M fai10 55°探头对,双通道进行扫查,未发现缺陷信号;Isonic 2007 采用5M fai6 60°探头对同样未发现缺陷信号;按书上说,奥氏体不锈钢,采用斜射横波检测不适用,但是采用CSK-3A (由于没有奥氏体不锈钢焊缝试块)试块调节横波斜探头对
射线检测
出的裂纹进行检测,却发现一非常小的疑似裂纹缺陷反射波,波幅在评定线之下,深度33.4。虽然斜射横波信噪比不是很高,但是至少能将缺陷信号与噪声区分开来。
我公司现有的TOFD检测工艺对该焊缝裂纹看来是不适用。但是,不知道用2.5M fai6-fai10 45°斜楔块tofd检测工艺是否能发现?相控阵是否会有效?
我公司焊接工程师,提出利用裂纹影像距离熔合线的长度L,利用坡口角度确定裂纹深度的办法,估算裂纹实际深度。受此启发得到如下公式
裂纹最大深度h=L/tg(a1/2)
L为裂纹影像距离熔合线的长度
利用超声发现的疑似裂纹反射波进行反向计算,得到的长度l的与在底片上用尺子量的结果非常一致。难道是巧合?
利用该方法对缺陷定深基于如下假设:
1,裂纹缺陷一般不会在母材当中出现
2,焊接坡口严格按照WPS加工而成
同时,在盖面时,会使得熔合线向母材侧偏移2mm左右,这会给计算带来一定的误差。计算的深度,是缺陷最大可能深度,主要是无法定深时,方便焊工进行返修。如果不知道深度信息,将会对缺陷处整个焊缝进行打磨或者铣掉,工作量惊人,而且修补后,更容易出现裂纹。一般采用焊好1/3或2/3先拍一张片子,合格后再焊接剩下的焊缝,这样返修比较有目标一些。但是加大了无损检测的次数和导致了增加了探伤成本。
该焊缝为碟形封头拼焊缝,平板焊接后,需外协冲压压制成型。压制之前,需要打磨焊缝余高。在打磨余高过后,距离焊缝熔合线15mm左右,着色检测发现断续小裂纹,返修过后,重新着色原缺陷处无显示,但是在距离熔合线15mm其它位置,PT检测又出现小裂纹,深度与第一次发现的裂纹差不多,大概5-7mm深,重新观看第一次、第二次拍的底片,底片无显示。后来将该处断续裂纹打磨连通,发现至少400mm长全部是裂纹。并且在该焊缝正反面都有。位置大抵上距离某一熔合线15mm附近。
有几点疑问, 第一该材料射线检测是否有细微裂纹漏检的可能?第二,该材料着色检测出的裂纹,应该是连通的,随着应力释放,逐渐开裂?
第三,着色检测时,未出现裂纹显示,且处于裂纹断续处是否存在淬硬组织?裂纹产生的原因是什么?
据焊接指导老师分析,可能由于焊工在夜班接班操作的时候,更改了焊接参数,调大了焊接电流,降低了焊接速速,使得本来四道焊缝盖面,变成三道焊缝盖面。裂纹出现的位置处于最后一道盖面与上一道盖面焊缝重叠区域,裂纹深度为距表面8-10mm处,产生于最后一层焊接深度范围内。从反面测量应该就在34mm左右。
这种新材料焊接需要严格控制焊接参数,需要了解材料的焊接性能
希望有焊接过N08810的焊工和对该材料进行检测过的检测人员参与分析和讨论。
作者:
王绪军
时间:
2013-1-25 19:35
新材料焊接和检测工艺是知识产权!
作者:
hjzhangzheng
时间:
2013-1-28 15:54
{:soso_e100:}
作者:
岁月流光
时间:
2013-1-28 18:27
{:soso_e163:}
作者:
jzxxs
时间:
2013-2-13 15:48
不是不能,是不够准,且操作比较麻烦。
作者:
丁伟臣
时间:
2013-2-14 11:10
射线检测对裂纹的检出能力不可能达到100%,尤其小裂纹。
对于焊接问题应采用破坏试验--宏观及微观金相进行分析,单从NDT分析不确定因素太多!
作者:
合乎
时间:
2013-2-14 16:43
44mm厚加上焊缝余高起码有46-48mm厚。拍出的片子应该很模糊,裂纹应该不好发现。奥氏体不锈钢是单向固溶体,加热后晶粒长大明显,过热晶粒发生偏析,产生晶间液膜。加热越快这种趋向越明显。容易出现热裂纹。除了焊接工艺有影响外,焊接材料的成分也会有很大影响。你所用钢板的化学成分有哪些?还有你用的焊丝的牌号化学成分是多少?
作者:
一念三千
时间:
2013-4-12 17:16
{:soso_e163:}
作者:
xcb526
时间:
2013-4-13 07:11
TOFD检测为何采用63°而不采用70°探头,其检测工艺是否有效、检测前是否进行过验证?
作者:
xcb526
时间:
2013-4-13 07:14
TOFD检测未发现裂纹,我认为是TOFD检测工艺的问题。不知道在检测前,是否测试过上表面盲区。裂纹可能在盲区内,也就无法发现。
我个人认为:TOFD发现裂纹的敏感性、灵敏度都要比RT高。
作者:
xcb526
时间:
2013-4-13 07:17
TOFD检测的其他参数选择,也不能按常规钢材的检测时来选择!
作者:
luolang1314
时间:
2013-4-13 07:54
裂纹不在盲区内。解剖发现裂纹距上表面(扫查面)34mm,与超声检测结果一致。TOFD在该类材料并无优势。分别采用中科和以色列设备调试过。
作者:
luolang1314
时间:
2013-4-13 07:55
TOFD检测工艺没什么问题。包括一些参数均在实物上已做调整
作者:
luolang1314
时间:
2013-4-13 16:30
我们利用射线检测出裂纹,然后正对着射线检测出的裂纹位置进行TOFD检测,中科(5MHz fai 663°、3.5MHz fai 10 55°探头对)、以色列设备(5MHz fai 6 60°)正对着缺陷进行检测,没有任何发现。并且,以色列仪器代理厂家专家现场调试仪器,仍然无显示。
手工超声横波斜探头发现缺陷回波,非常清晰。
估计相控阵针对奥氏体不锈钢检测会有所改善,TOFD个人觉得,难以发现裂纹缺陷。并且在TOFD标准适用范围当中,明确表明不包括奥氏体不锈钢。
作者:
心远路遥
时间:
2013-6-2 23:30
{:soso_e163:}
作者:
ゾ銱儿鎯筜
时间:
2013-6-6 17:33
射线探伤是可以定深度的!!!!教材上都有的
作者:
luolang1314
时间:
2013-6-7 06:01
ゾ銱儿鎯筜 发表于 2013-6-6 17:33
射线探伤是可以定深度的!!!!教材上都有的
怎么定深呢?具体怎么操作呢?
作者:
zhenchengliu369
时间:
2013-6-7 14:59
RT对检测纵向空洞、裂纹缺陷还行,如果是横向裂纹就如超声了,有问题可以给我打电话13488752783
作者:
ゾ銱儿鎯筜
时间:
2013-6-7 16:44
看看EN考证的教材上面说的很清楚
作者:
魏鹏
时间:
2013-10-18 10:15
{:soso_e163:}
作者:
yuwen
时间:
2013-10-20 10:07
射线检测缺陷定深是一个老问题了,上世纪八十年代国内就有人开始试验,但到目前还未见到产品,应用射线检测定深,需要采用平行照相技术,但费用和工作量增大许多。
作者:
胡艳华
时间:
2014-5-27 12:46
学习 了
作者:
卡布奇诺
时间:
2014-5-28 13:23
学习了学习了学习了学习了
作者:
高飞
时间:
2014-5-31 14:36
学习了
作者:
SGS无损检测
时间:
2014-6-5 11:49
ゾ銱儿鎯筜 发表于 2013-6-7 16:44
看看EN考证的教材上面说的很清楚
EN哪个标准,你确定是EN的RT标准?
作者:
ゾ銱儿鎯筜
时间:
2014-6-9 19:59
确定是EN培训教材里讲到了
作者:
卡布奇诺
时间:
2014-6-29 21:09
我是来学习的谢谢
作者:
枫林晚
时间:
2014-7-2 14:00
TOFD对粗晶材料的检测主要受到信噪比的限制。
作者:
玫瑰镇魂曲
时间:
2014-7-9 00:53
射线检测定位深度可能对气孔,夹杂等体积型缺陷比较适用吧,在表面放置一个参照物,通过偏转角度二次拍片、计算可以知道一这类缺陷的深度,但是裂纹比较特殊,其偏转后很难得到理想的图像质量,不知道你的工件能不能切片带出来实验,一个是想帮你尝试下相控阵检测,另外可以尝试下数字胶片的灰度测厚,通过裂纹的灰度差异来算出上端部的位置,但是这些都是想象,没有实验的话不确定可不可以实现。
作者:
海纳百川
时间:
2015-6-23 14:27
学习一下,学习一下
作者:
lq用不止步
时间:
2016-3-4 09:22
新手学习
作者:
yywbln
时间:
2016-3-17 16:56
如果其它检测方法很容易辅助测定深度的话,没必要利用射线来定深度。可以通过选取角度来计算,但是大多数产品的结构不允许这些,何况旋转角度后裂纹不一定能发现。
作者:
wwfs
时间:
2017-12-4 12:10
九十年代国内翻译的《美国无损检测手册》射线分册上也有介绍
作者:
黄小松
时间:
2017-12-5 16:16
学习,学习!
作者:
windows999
时间:
2022-3-12 22:52
感谢分享,学习了
作者:
windows999
时间:
2022-5-24 22:54
来学习学习
欢迎光临 远东无损检测资讯网 (https://www.fendti.cn/)
Powered by Discuz! X3.5